Lambton Conveyor Limited, based in Wallaceburg, has marked a significant milestone in its journey as a leader in agricultural manufacturing, celebrating 60 years of innovation and global impact.
The company welcomed over 500 guests to its facility at 102 Arnold St., showcasing its continued commitment to local manufacturing excellence and industry development.
Earlier in the week, more than 70 dealer representatives from five provinces, seven states, and six countries visited the facility, reflecting the wide-reaching influence of Lambton Conveyor in the agricultural sector.
Ethan Boulley-Dekker, the marketing coordinator, shared insights into the company’s history and achievements, emphasizing its role in placing Ontario on the international stage.
Founded in 1964, Lambton Conveyor Limited has been at the forefront of manufacturing solutions for grain handling, consistently evolving to meet the changing demands of the global market.
Over the decades, the company has expanded its reach, fostering strong partnerships and technological advancements that have strengthened its reputation across Canada and beyond.
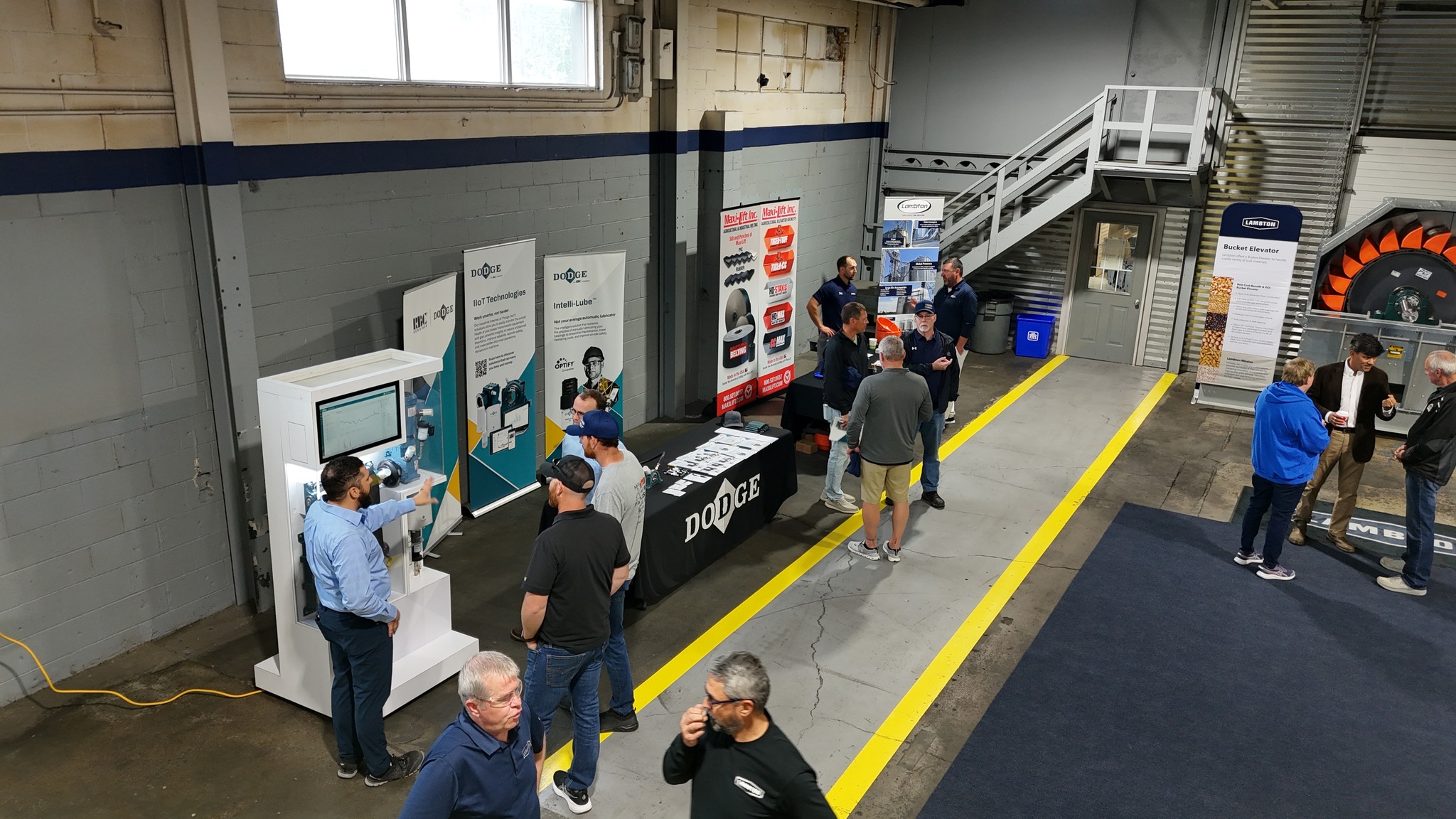
The anniversary event highlighted the company’s dedication to its community and industry, with demonstrations and discussions showcasing the latest innovations in grain storage and handling.
Visitors had the opportunity to witness firsthand the expertise and craftsmanship that have defined Lambton Conveyor’s success for six decades.
As the company looks ahead, it remains committed to pushing the boundaries of agricultural technology, ensuring that Ontario continues to be a key player in the global agricultural landscape.
Here is a photo gallery from their celebration submitted by the Lambton Conveyor team:








Here is some more history of the company:
Lambton Conveyor Ltd.: 60 Years of Progress in Grain Handling
From a modest beginning in a converted poultry house to becoming a recognized name in global grain handling solutions, the story of Lambton Conveyor Ltd. is one of resilience, innovation, and a deep-rooted commitment to the agricultural community.
As the company marks its 60th anniversary, it’s not just a time to reflect on the milestones—but to honour the people, principles, and partnerships that have made Lambton a trusted name for six decades.
1965–1975: Humble Beginnings
The seeds of what would become Lambton Conveyor Ltd. were planted in 1965, when Ray Moorhouse launched a grain dryer and storage bin business from an unused poultry house. With a focus on serving local farms, Ray sold and installed grain dryers and storage bins across Ontario. It was a hands-on operation built on practicality, trust, and relationships with area growers.
That vision took a leap forward in 1971, when Ray secured the Ontario franchise for “Ezee-Dry” bin dryers, marking the start of his transition from reselling equipment to building a manufacturing enterprise. That same year, a new 190′ x 50′ building was erected on Lot 23, Concession 1, providing a permanent space for growing operations and the development of new capabilities.
By 1977, with continued growth in both dryer and bin sales, a separate fabrication shop, office, and parts department were constructed. The business was ready to expand from grain storage solutions into the design and manufacturing of its own material handling equipment.
1979: The Birth of Lambton Conveyor Ltd.
In 1979, Lambton Conveyor Limited was officially formed. The new company’s purpose to fabricate and sell elevator legs, drag conveyors, and related components that could be customized to suit the varying needs of grain producers.
Privately held and based in Shetland, Ontario, Lambton Conveyor began to make its mark by offering durable, field-ready systems designed specifically for grain handling. Its hands-on experience in construction gave it a deep understanding of what growers actually needed on the ground which was reliability, simplicity, and durability.
1980s: Embracing Innovation
The 1980s were a decade of growth and transition. In 1982, the company built a 100′ x 60′ storage shed to support increasing demand and improve inventory management. But the most significant change came in 1983, when Ray’s son, Chris Moorhouse, was appointed General Manager, marking the start of a new generation of leadership.
That same year, Lambton made an important engineering shift, transitioning from painted steel elevator legs to galvanized construction. This innovation greatly improved product durability and weather resistance, setting Lambton apart from competitors and helping the brand earn a reputation for quality that would stretch far beyond Ontario.
1990s–2000s: Scaling Up
Throughout the 1990s, Lambton Conveyor’s product lines expanded to include more complex grain handling systems such as chain conveyors, screw conveyors, bin unloads, and support structures. These systems enabled Lambton to serve larger-scale farms and commercial grain operations which were rapidly expanding due to globalization and advances in agribusiness.
To meet growing demand, the company invested heavily in equipment and facility improvements, including CNC machining, laser cutting, and powder-coating—allowing for higher volumes and better finishes. By the late 1990s, Lambton had shifted from a regional supplier to a national manufacturer with a rising profile in the U.S. market.
A particularly pivotal moment came in the early 2000s when Lambton began developing its global dealer network, enabling the company to serve clients across South America, Eastern Europe, and Asia. As a result, Lambton grain handling systems began appearing in grain elevators, feed mills, and export terminals in over 40 countries.
2010–2020: Modernization and Global Reach
The 2010s were marked by a strategic focus on modernization and long-term stability. Lambton strengthened its engineering and customer service teams, doubled down on dealer training and support, and launched several product enhancements to improve system efficiency and operator safety. By 2012, the demand for Lambton equipment had grown too large to support out of the Shetland facility so Lambton Conveyor relocated their operations to a 200,000 square foot facility 25 minutes away in Wallaceburg, Ontario.
The company weathered global challenges including steel tariffs and supply chain disruptions by maintaining a strong operational backbone. By the time the COVID-19 pandemic began in 2020, Lambton had already invested in systems that allowed it to maintain production, support remote dealer needs, and ensure consistent deliveries despite widespread disruptions. The company’s commitment to Canadian manufacturing enabled quality control and supply continuity during a period when many competitors struggled.
2021–2025: A New Chapter, Rooted in Legacy
In the lead-up to its 60th anniversary, Lambton continued its trajectory of steady, strategic growth. The company reaffirmed its leadership position in the commercial grain handling sector and continued to diversify its product lines to meet the evolving needs of modern agriculture.
As of 2025, Lambton employs a large and experienced team of roughly 100 employees, operates more than 200,000 square feet of manufacturing space, and maintains a worldwide network of trusted dealers and integrators. Despite its global reach, the company remains deeply connected to the values it was built on: reliability, simplicity, and durability.
What Makes Lambton Different
After 60 years, Lambton Conveyor Ltd. remains distinct in several key ways:
Customer-Centric Design: Every system is built with input from the people who use it—farmers, millwrights, and operations managers.
Dealer-Driven Support: Lambton’s network of knowledgeable, reliable dealers ensures top-tier service around the world.
Made in Canada: All engineering and fabrication happen in Wallaceburg, ensuring quality and consistency from start to finish.
Industry-Best Lead Times: With 4-6 week average lead times across their entire product line, Lambton can get equipment to the end user faster than anyone else in the industry.
The People: The heart of Lambton’s success has always been its people. From shop floor veterans and multi-decade employees to new generations of engineers and customer support professionals, Lambton’s team is built on experience, passion, and pride.
Family-Owned: The company has always remained a family business, valuing relationships above all, promoting from within, and treating employees and customers as long-term partners.
Looking Ahead
As Lambton Conveyor enters its seventh decade, the mission remains the same: to provide durable, efficient, and reliable grain handling systems that help feed the world. Whether serving a family farm in Ontario or a grain terminal in South America, Lambton’s focus on quality, service, and innovation will continue to lead the way.